(S.I.P.-Universitat
de Valencia)
(Isid,
Etym.
16, 18, 8)
The
coinages of the ancient world (...), are remarkable in that they were,
unlike most other artefacts, mass-produced.
(M.H.
Crawford, p. 569)
1.
INTRODUCCIÓN
La
fabricación de moneda fue quizás la tarea artesanal más
trascendente que tuvieron que asumir las ciudades y los estados en la Antigüedad
desde el momento en que comprobaron la conveniencia de contar con economías
monetizadas. En líneas generales, la acuñación fue
responsabilidad y privilegio de los estados y reyes (Pseudo-Aristóteles,
Oeconomica
II, i, 2-3 (1345b), aunque es posible, que puntualmente, los particulares
pudieran acceder a este servicio. Las autoridades debían disponer
de metal, y en algún nivel de decisión elegir
las denominaciones a fabricar y precisar
la cantidad que se quería de cada una de ellas.
El
proceso incluía una autorización legal, una manufactura técnica
y un almacenamiento y distribución de las piezas. La acuñación
propiamente dicha era una operación muy simple, en la que mediante
el golpe de un martillo se grababa el diseño de un par de cuños
en el disco metálico que se colocaba entre ambos. Las cotas de perfección
artística y artesanal que se alcanzaron con este procedimiento y
la envergadura del trabajo que se esconde tras él, lo convierten
sin duda en uno de los logros más significativos de la Antigüedad.
2.
METAL
2.1
El aprovisionamiento y la gestión
Existe
una relación directa entre poder, posesión de metal y acuñación
del mismo[1].
La fuente primaria de todo metal es la actividad minera. Atenas se benefició
desde el 500 a.C. de la plata que extraía de las minas de Laurion
y de ello era consciente Aristófanes al hablar de las 'lechuzas
de Laurion'[2].
También sabemos que la ceca de Egina se abasteció de plata
de Siphnos y de Laurion, pero en este caso influyeron en el aprovisionamiento
otros factores como el comercio[3].
Por
lo que respecta a Roma, a finales de época republicana, el estado
contaba con que Hispania era el productor de metales más importante
del mundo[4].
Plinio señalaba que proporcionaba oro, plata, plomo, cobre y hierro[5].
La zona de Cartagena quizás llegó a producir el doble o el
triple de plata que Laurion[6].
Investigaciones recientes demuestran que junto a estas minas de gran envergadura
debieron existir otras menos conocidas y de importancia desigual que pudieron
proporcionar el metal necesario para diferentes emisiones hispánicas
como las de Arse-Saguntum[7]
o las celtibéricas[8].
También
se atestiguan otras fuentes de metal para las emisiones. En el mundo celta
no existió una relación directa entre minería y fabricación
de moneda; se ha señalado
que aunque aprovecharían la disponibilidad de recursos, muchas de
sus monedas procedían de la fundición de piezas griegas,
romanas y otras celtas más antiguas, de mayor peso y mejor ley[9].
También mediante la guerra, los estados engrosaban sus arcas fácilmente,
incrementando con ello la disponibilidad de metal para amonedar. Los inmensos
botines capturados por Alejandro Magno[10]
fueron decisivos en su expansión y en su extraordinaria producción
de monedas, monetizando de forma efectiva numerosas economías de
Oriente[11].
En el caso de Hispania son de sobra conocidos los botines de metal y monedas
llevados a Roma entre finales del s. III y el primer tercio del s. II a.C.[12]
Conocemos un fragmento de un lingote de plata con inscripción ibérica
(fig. 1).
No
obstante, la producción de metales preciosos no era totalmente acumulativa,
es decir, no incrementaba en la misma medida el stock existente y el
disponible. En el mundo griego, junto
a pérdidas involuntarias como destrucciones y tesaurizaciones, fueron
también habituales algunas retiradas o reservas voluntarias de metal,
como las ofrendas de metales preciosos a los dioses en templos y santuarios[13].
En estos lugares, los metales no eran depositados necesariamente como una
reserva financiera, ya que estas ofrendas eran esenciales en las relaciones
con los dioses. Sin embargo, cuando se hacía imprescindible su uso
por escasez de metal, entonces podían ser transformados en monedas,
como fue el caso de Atenas durante los últimos años de la
guerra del Peloponeso, cuando se fundieron siete estatuas de oro[14],
o como sucedió con los foceos que
utilizaron las ofrendas del santuario para fabricar moneda cuando tomaron
Delfos a mediados del siglo IV[15].
Patterson
ha calculado los stocks y las pérdidas de metal y, según
sus cálculos, la producción de plata mundial entre el 250
a.C. y el 350 d.C. se situaría entre 40.000 y 80.000 Tm[16].
Señala también que los stocks debieron disminuir significativamente
desde el 600 a.C. como consecuencia del inicio de las acuñaciones.
Las
provisiones de metal fueron controladas por diversas entidades de poder
político. El senado romano controlaba el erario a mediados del siglo
II a.C. con una supervisión total sobre todos los ingresos y la
mayor parte de los gastos[17].
Los denarios republicanos repiten en ocho emisiones abreviaturas que hacen
referencia al argentum publicum[18],
dinero en posesión del estado romano guardado en el aerarium.
La autoridad senatorial en cuestiones relacionadas con la acuñación
de moneda se comprueba a partir de la inclusión de las fórmulas
SC y EX SC (fig. 2) en numerosas emisiones
republicanas[19].
La
parte principal de la actividad de la ceca de Roma estaba controlada por
el estado, pero quizás también algunas actividades asociadas
permanecieron en manos privadas. Los censores quizás participaban
contratando a empresas privadas el suministro de metal[20];
los lingotes pudieron ingresar en la ceca por contratos, entregándose
una cantidad de metal al precio estipulado en una oferta[21].
En
la República romana las monedas se guardaban en el aerarium[22].
En origen debió situarse en el templo de Saturno, aunque en el transcurso
de la República pudo quedarse pequeño. Era un depósito
de metales preciosos y de moneda acuñada[23].
Los cuestores también participaban en el control y manipulación
de las provisiones de metal, al ser los encargados de las arcas en provincias
y del aerarium saturni
en Roma. En época bajo-imperial el oro y la plata de las minas y
los impuestos llegaba al comes sacrarum largitionum,
mientras que el bronce llegaba al prefecto pretorio[24].
2.2
Metales y aleaciones
Los
depósitos de oro y plata puros son muy raros en la naturaleza por
lo que habitualmente eran metales que debían obtenerse por copelación,
proceso que permitía alcanzar normalmente una pureza próxima
al 99%. Se trata de una fundición en la cual los metales nobles[25]
se separan de los menos nobles, que pasan a la atmósfera por oxidación[26],
al tiempo que son absorbidos por un recipiente de cenizas y cal conocido
como copela. Conophagos trabajó para la Compañía francesa
de las minas de Laurion, donde obtuvo plata del mineral argentífero
por el método de la copelación[27],
consiguiendo entre 1 y 4 kg. de plata por Tm de plomo. El proceso de la
copelación también se ha documentado en el yacimiento ibérico
del Puntal dels Llops[28]
donde son abundantes los vestigios de este tipo de metalurgia. En la Bastida
de les Alcusses (Moixent, Valencia) se han encontrado goterones de plata
obtenidos con este procedimiento, aunque ninguno de los dos casos mencionados
se relaciona con la producción de moneda.
En
general, la calidad metálica de las monedas de oro y plata se respetó
en la Antigüedad. No obstante, las emisiones de plata rebajaron su
pureza en series relacionadas con conflictos o cuando se tuvo necesidad
de ampliar su producción; así lo pone de manifiesto, por
ejemplo, Burnett[29]
para las acuñaciones de Italia de los siglos V y III a.C. El
fenómeno también está atestiguado durante
la República romana: en el transcurso de la Segunda Guerra Púnica,
en la lucha entre Mario y Sila o en las emisiones legionarias de M. Antonio[30].
Por lo que respecta a la calidad de las acuñaciones hispanas de
plata, ésta fue variable según talleres; Emporion se sitúa
normalmente por encima del 95% de plata,
Kese, Ikalesken y Bolskan superan el 90%, mientras que talleres como Arsaos,
Arekorata, Turiasu y Sekobirikes se encuentran normalmente por debajo del
90%[31].
Las
acuñaciones no contenían ninguna indicación para los
usuarios de la calidad de su aleación, y
Plinio indicaba que la piedra de toque revelaba la proporción de
oro, plata o cobre de un metal hasta el escrúpulo[32].
En el bajo imperio romano las monedas incluyeron marcas que garantizaban
el título de las piezas. Los lingotes de oro comenzaron a partir
del año 368 a incluir la marca OB (obryzum)
(fig. 3) que los declaraba como refinados
o puros[33],
indicación que también adoptaron las monedas acuñadas
en este metal. A
finales del siglo IV conocemos 53 aurifices solidorum
trabajando en una de las secciones del departamento de lingotes de oro
(scrinium auri massae)[34].
La marca P / PS / PVS (pusulatum)
en monedas de plata (fig. 4) también
garantizaba una purificación por copelación.
Hay
que tener presente que calidad de la aleación de los cospeles dependía
de la voluntad de la institución que promovía las acuñaciones
y de la disponibilidad de metales. En determinadas circunstancias, como
cuando se empleaban antiguas monedas y objetos diversos en la colada, se
producían cambios significativos en la composición metálica,
cuestión que resultaba especialmente trascendente en el caso del
bronce, aunque en este tipo de metal los análisis indican que las
variaciones no tuvieron excesiva importancia. Las aleaciones del cobre
oscilaron desde un 60% hasta prácticamente el cobre puro. En excavaciones
del Ágora se recuperaron cospeles de bronce ricos en estaño
(8-12 %) y plomo (10-20 %)[35].
Para los bronces republicanos no se conocen evidencias claras de la utilización
de monedas fundidas para fabricar los cospeles[36].
Su composición metálica es diferente de las imperiales y
presentan hasta el 135 a.C. elementos traza peculiares como el cobalto,
que luego desaparecería. También contienen altos niveles
de plomo, arsénico y antimonio. En la península Ibérica
las emisiones de la Segunda Guerra Púnica y algunas de talleres
púnicos son de cobre casi puro, al igual que las de talleres como
Sekobirikes, Arekoratas, Baskunes, Kaiskata (fig.
5)[37].
El resto de acuñaciones peninsulares de los siglos II-I a.C. muestran
aleaciones binarias y ternarias en la Ulterior, y ternarias en la franja
costera mediterránea, en el bajo Ebro, en la Carpetania y en la
Bastetania[38].
El
plomo se añadió cuando los bronces perdieron valor relativo,
e interesaba aumentar su volumen de emisión y reducir el coste de
fabricación. En la península Ibérica la tendencia
general en las aleaciones de cobre consistió, entre el s. III a.C.
y Augusto, en un aumento de plomo y estaño[39].
En Grecia entre los siglos IV a.C. y época imperial también
aumentó la cantidad de plomo mientras que la de estaño disminuyó[40].
Otra aleación del cobre fue el oricalco, que se mezclaba con zinc
mediante el procedimiento de cementación; fue habitual en sestercios
y dupondios desde la reforma monetaria de Augusto, y daba a las monedas
una atractiva tonalidad amarillenta. Se comenzaron utilizando unos porcentajes
de zinc cercanos al 20%, pero fueron reduciéndose progresivamente,
despareciendo prácticamente a mediados del s. III. A la vez que
disminuía el zinc, los porcentajes de estaño y plomo aumentaron[41].
En
época bajo-imperial se mezcló el cobre con la plata. Las
alteraciones que rebajaban la calidad de esta aleación se sucedieron
con gran rapidez, ya que en teoría resultaban ventajosas para el
estado romano y permitían hacer frente a las necesidades de moneda
manteniendo su peso dentro de unos límites tolerables. La cantidad
de plata en los antoninianos descendió desde un 30%, normal hacia
el 253, hasta un 2% en el 268[42].
En el siglo IV la plata mezclada con bronce no superó el 5%[43],
y parece posible que en la gran mayoría de casos estas monedas no
se realizasen a partir de una aleación de cobre y plata puros[44].
Desde el siglo III, en la fabricación de cospeles se utilizaron
procedimientos de los que resultaba una apariencia plateada, que no correspondía
a la aleación real del núcleo de la pieza. En estas monedas
la aleación de la superficie no es la misma que la de su interior. Se
podían obtener sumergiendo el cospel en un baño de plata
antes de su acuñación o mediante una inmersión en
ácido después de haber sido acuñadas con el que tomarían
un aspecto plateado.
2.3
Moldes y cospeles
El
cospel es la esfera, disco o fragmento metálico de peso y ley determinadas
que una vez acuñado se convierte en moneda. En la Antigüedad
era posible obtenerlos con y sin moldes. Una primera diferencia importante
reside en que los moldes podían incluir el diseño final de
la moneda, la mayoría de veces debido a que el tamaño de
la pieza aconsejaba esta técnica. En este caso, la superficie metálica
resultante era más porosa y rugosa que cuando la moneda se obtenía
por acuñación. La mayor parte de las monedas romanas de bronce
se fabricaron exclusivamente con esta técnica hasta el 217 a.C.[45],
que sería definitivamente abandonada en el 211 a.C. Entre ambas
fechas algunas emisiones combinaron fundición y acuñación,
empleando este último método para la obtención de
las piezas de menor módulo[46].
Sin
embargo, el uso más común de los moldes fue para obtener
cospeles lisos listos para acuñar. En este caso, existían
diversas formas de moldes que determinaban la forma de proceder con el
metal fundido:
A.
Con alvéolos interconectados en rama o en serie. En ellos, la distribución
del metal tiene lugar a partir de una sola colada, ya que existen canales
que reparten el metal fundido entre los alvéolos. En la República
romana los cospeles de bronce se obtuvieron mediante moldes bivalvos con
compartimentos interconectados[47].
Serían de piedra con alvéolos de cantos biselados y permitirían
numerosas coladas[48].
Una variante más sencilla es cuando los moldes son monovalvos y
simplemente se cierran con una placa. Es un método común
para el bronce y desconocido para la plata, tal y como se comprueba en
acuñaciones galas[49]
B.
Con alvéolos independientes el metal fundido se vierte individualmente
en cada uno de ellos. Serían moldes monovalvos de piedra o arcilla
y por tanto reutilizables, proporcionando flanes de un diámetro
similar al de los cuños. Es un formato habitual en los moldes de
moneda celta. Los moldes de Levroux, por ejemplo, que
son de barro cocido y se encuentran ennegrecidos por la acción de
las sales de plata,[50]
proporcionaban flanes de plata de 9-14 mm., quizás para monedas
de 14-16 mm. Son moldes que han quedado intactos tras someterlos experimentalmente
a 1.200º. Para medir con exactitud la cantidad de metal de cada flan, éste
podía pesarse con una balanza de precisión, y colocarse en
los alvéolos en polvo o en grano; después el molde se introduciría
en el horno.
Pero
los moldes quizás no eran necesarios siempre. También se
podían conseguir cospeles vertiendo el metal fundido en una superficie
plana, ya que la tensión superficial de los fluidos mantiene la
forma discoidal de los flanes hasta su enfriamiento. Un experimento de
Sellwood permitió comprobar que con un poco de práctica se
conseguiría ajustar con precisión el peso deseado de los
cospeles[51].
Los
cospeles también se obtuvieron cortándolos a partir de una
barra metálica. En el Ágora de Atenas se encontraron ocho
discos con este origen y un fragmento de una de estas barras, posiblemente
de época helenística[52].
Seltman también publicó un cospel de Eubea cortado a partir
de una barra de metal[53].
Los
flanes recortados con tijeras a partir de planchas o láminas fueron
otro modo de obtener cospeles. En las acuñaciones sasánidas
fue un procedimiento común para el oro y la plata[54],
que resulta también muy evidente en piezas de bronce del s. I a.C.
de Ujjain, en la India central[55].
Los flanes de algunas monedas celtas de Aquitania se consiguieron con este
procedimiento[56]
y en la península Ibérica se han encontrado en Valdeherrera
restos de un cospel medio recortado[57].
También en monedas de diseño anguloso de Chipre y Quíos
puede verse el efecto de estos recortes[58],
así como en monedas de bronce de Agatocles de Bactria.
Otro
procedimiento para lograr cospeles era utilizar monedas ya acuñadas.
En las reacuñaciones, un requisito que determinaría la elección
de piezas sería que las monedas tuviesen un peso adecuado. Una forma
correcta de proceder, eliminaría el diseño de la antigua
moneda antes de la acuñación, para conseguir un buen resultado
final. Si esta parte del trabajo se hacía bien, resulta complicado
que hoy día podamos detectar la reacuñación, por lo
que no siempre podremos estar seguros de en qué medida algunos talleres
antiguos se sirvieron de este recurso. En la península Ibérica
fueron muy escasas al principio, pero a partir de mediados del s. II a.C.
pasaron a ser más comunes. Desde luego es un fenómeno exclusivo
de la mitad sur peninsular, ya que como método fue muy poco utilizado
en tierras valencianas, catalanas y en el valle del Ebro[59].
Períodos de inestabilidad pudieron resultar propicios para las reacuñaciones;
las dracmas y tetradracmas de la segunda revuelta de los judíos
se acuñaron muchas veces sobre tetradracmas sirias y denarios romanos,
y sus bronces sobre las que circulaban del mismo metal[60].
En determinados períodos de la historia de Bizancio fue una práctica
habitual[61],
y así en tiempo del emperador bizantino Constante II (641-648) fueron
frecuentes las piezas reacuñadas dos y hasta tres veces[62].
En
todos los casos, una vez obtenidos los cospeles, el contacto con el aire
quizás hacía aconsejable un tratamiento adicional de las
superficies con ácidos o una limpieza mecánica para mejorar
su apariencia. Los discos, más o menos esféricos, también
podían martillearse hasta obtener el tamaño adecuado[63].
En los denarios republicanos la serratura se hacía a mano antes
de la acuñación. En el mundo griego los hallazgos de cospeles
de plata son mucho más raros que los de bronce[64].
En la península Ibérica se conocen algunos cospeles de bronce
procedentes de Ibiza[65],
Baja Andalucía y la Torre del Bollo (Montellano, Sevilla)[66]
y Xilxes (Castellón) (fig. 6).
Una
técnica utilizada en algunas producciones de la parte oriental del
Imperio, desde los Balcanes hacia el Este, fue incluir una pequeña
cavidad central en los cospeles en el momento de la fundición del
flan[67].
En los grandes bronces lágidas se introdujo hacia el 265 a.C. y
en emisiones provinciales se utilizó hasta el s. III. Su función
no está clara, pero puesto que no se podía borrar quizás
simplemente funcionó al principio como un signo distintivo de estas
emisiones[68].
3.
El taller y sus elementos
3.1
Los cuños
Los
cuños fueron, sin duda alguna, la herramienta más importante
para la fabricación de moneda antigua. Su forma y tamaño
era variable, pero dentro de unos límites; se conocen cónicos,
troncocónicos, troncopiramidales, periformes, barriliformes... Un
documento oficial ateniense[69],
del 398-397 a.C., en el que se relacionan las cuentas de los tesoreros
de Atenea, permite conocer que el cuño móvil se denominaba carakthvr(¡ojo!tipografía
supergreek, con
acento en la h)
y el fijo akmonivmskoV(
¡ojo! tipografía supergreek con acento en la i).
El cuño de reverso, era sostenido en la mano por uno de los trabajadores
y en ocasiones iba encajado en una carcasa metálica, de manera que
no recibía directamente el golpe del martillo. La funda estaría
perforada en su extremo para facilitar la extracción del cuño[70].
El de reverso permanecía fijo encajado en un yunque. Aunque se utilizaron
dos cuños casi sin excepción en ocasiones puntuales las monedas
se obtuvieron con solo un cuño, estando ocupado el otro por una
superficie plana de metal, como en algunas monedas etruscas[71].
También
existen algunos ejemplos de cuños encajados en los extremos de una
tenaza articulada por una bisagra. Fueron utilizados para moneda bajo-imperial
y sólidos del siglo VI[72]
y las piezas acuñadas con ellos tuvieron, como es lógico,
una orientación de cuños constante.
La
proporción de cuños conservados es mínima en relación
con los que se utilizaron en origen y resulta significativo que en la misma
Roma no se haya recuperado ninguno, lo que podía estar mostrando
una cuidadosa eliminación. Parece lógico considerar que serían
objeto de un estricto control y que se fabricarían de manera progresiva
según fuese avanzando la acuñación. Las marcas de
control de los denarios republicanos parecen estar exclusivamente relacionadas
con los propios cuños[73].
Para el mundo griego conocemos por inscripciones que se presentaron cuños
como ofrendas en templos en Atenas en año 406 a.C. y en Delos 166
a.C. También se ha identificado recientemente un punzón procedente
del santuario de Poseidón en el cabo Sounion con diseño geométrico
en sus dos extremos[74].
En
la gran mayoría de cuños conocidos se presenta el dilema
de averiguar si son oficiales u obra de falsarios. En algunos casos se
ha hablado incluso de 'oficiosos', término del que probablemente
deberíamos prescindir, ya que intenta ocupar un lugar poco realista
entre ambos conceptos. Vermeule llamó la atención sobre la
ausencia de cuños para bronce en todos los períodos[75].Tal
y como señaló este autor, conocemos cuños sobre
todo del período Augusto-Nerón y la mayoría no presentan
evidencias de haber sido golpeados repetidamente con martillo.
En
la península Ibérica se han recuperado algunos cuños.
Tan sólo dos de ellos pertenecen a moneda hispánica; uno
de Ebusus para octavos de calco anepígrafos de la segunda mitad
del s. III a.C.[76]
y otro de unidades de Turiasu del que tan sólo existe una escueta
mención bibliográfica[77].
Los cuños de moneda romana son los más abundantes y algunos
de ellos han sido recuperados en la península Ibérica. De
entre ellos, el más antiguo es un cuño de reverso de L. Casio
Longino del 78 a.C. encontrado en Zaragoza (fig.
7)[78].
Recientemente ingresó en el Museo Arqueológico Nacional un
cuño de anverso de la emisión de áureos Aulus Hirtius
del 46 a.C., procedente de Cáceres[79].
Pero el hallazgo más interesante, es el conjunto de cuatro cuños
de Tiberio, que junto a un soporte cóncavo, cuatro fundas de hierro
y un recipiente de bronce, fueron encontrados en 1890 y adquiridos en 1933
por el Instituto Valencia de Don Juan[80].
Lo
normal era que los cuños fuesen macizos, de una sola pieza, aunque
conocemos un famoso cuño de reverso de falsificadores de tetradracmas
atenienses que está formado por tres partes soldadas entre sí[81].
Una cuestión importante en relación con la manufactura de
los cuños es el debate sobre la forma de conseguir su diseño
incuso. Existen diversas teorías que parecen agruparse en torno
a dos corrientes principales; las que abogan por un grabado individualizado
para cada cuño y los que piensan en algún método que
permitiera su obtención en serie.
1.
En el caso del grabado individualizado, los cuños se abrirían
con la misma técnica que el intaglio
de gemas[82].
La duración del trabajo dependería del diámetro del
cuño y de la complicación de su diseño. Se ha propuesto
que para los grandes bronces lágidas un grabador ayudante realizaría
el vaciado principal y el grabador principal finalizaría los detalles,
invirtiendo unas 50-60 horas en realizarlo[83].Posiblemente
diseños sencillos podían terminarse en unas tres horas, con
lo que el trabajo de los grabadores podría realizarse con relativa
tranquilidad[84].
Sellwood opina que un par de cuños de dracmas se abrirían
en un día, por lo que nunca hubieran hecho falta más de uno
o dos grabadores[85].
Este mismo autor identificó por sus estilos a 13 grabadores trabajando
en dracmas de Partia en el período 12-192 d.C. Crawford calculó
que para la serie de Iulius Bursio trabajaron dos grabadores y que cada
uno fue responsable de unos 200 cuños en medio año[86].
Puede
suceder que los cuños de diferentes cecas presenten una similitud
de estilo muy significativa. En este caso, se ha pensado que su producción
habría sido realizada por artesanos itinerantes o, más genéricamente,
por un taller común. En la península Ibérica se han
observado parecidos muy notables entre cuños de Saiti-Valentia-Lauro[87],
Ilici-Carthago Nova-Lepida/Celsa, Graccurris-Cascantum, Turiaso-Cascantum-Clunia,
Ercavica-Bilbilis y Patricia-Traducta[88],
que demostrarían esta forma de proceder.
2.
La fabricación de cuños en serie se relacionaría,
en principio, con producciones masivas que mantuvieron un estilo muy homogéneo.
En este caso hay que tratar dos cuestiones sobre su fabricación:
la posible distribución de modelos o patrones que sirviesen como
pauta a los grabadores y las técnicas que pudieron contribuir a
conseguir más cuños con menos trabajo.
Por
lo que respecta a la difusión de modelos, Göbl señaló
que los tipos de las monedas sasánidas serían distribuidos
entre las diferentes cecas en forma de monedas de muestra o de dibujos[89].
La similitud entre los retratos romanos imperiales de diferentes cecas,
muy semejantes a pesar de la distancia que las separaba, es el mejor argumento
para defender que utilizaron un modelo común. En Lugdunum se detecta
que los grabadores recibieron un nuevo retrato en el 11 a.C., al igual
que sucede en otras cecas en momentos del reinado de Tiberio, Claudio y
Nerón[90].
Un episodio de la Historia Augusta
narra como de ciertas monedas emitidas a nombre de Victoria, que no han
llegado hasta nosotros, existía una forma
(¿cuño, molde, imagen?) que se conservaba entre los treviros[91].
En el bajo imperio existía un protocolo de transmisión de
la imagen imperial, conservado en un texto donde se indica como las imagines
se enviaban a Constantinopla[92];en
el 467, Antemio envió a Leo el Grande su
imago laureata,
y una vez aceptada se distribuyeron las de ambos por todo el imperio.
Dürr,
basándose en que algunas monedas presentaban en el reverso el perfil
del retrato imperial, pensó haber encontrado la evidencia de un
proceso más largo donde habrían intervenido punzones, con
el diseño en relieve, para fabricar cuños[93].
Por su parte, P. Balog pensó que no se abrirían los cuños
directamente porque era difícil y no existirían suficientes
artesanos capacitados, en un proceso 'lento, tedioso y difícil'
y donde un error invalidaría el cuño[94].
Defendió que podían grabarse en una materia plástica
y que con ella se haría el molde en arcilla; si el proceso se hacía
bien no resultaría fácil apreciar que se trata de cuños
fundidos. Levy puntualizó que, salvo en el caso del hierro, la técnica
habitual para modelar metales en la antigüedad era la cera perdida,
método fácil que sólo precisaba de cera y arcilla
y que permitiría duplicar y difundir modelos fácilmente[95].
Para los cuños metálicos hubieran hecho falta demasiados
grabadores de calidad de superficies duras. Aunque la arcilla normalmente
no sobrevive, el hecho de que se conserven una bula de arcilla de Antíoco
IV y otra de Septimio Severo de Arlés podría
apoyar esta idea[96].
Los patrones de plomo en negativo de Bolskan y Sekaisa[97],
se han relacionado con un proceso similar, ya que con ellos se obtendrían
improntas de arcilla en positivo, a partir de las cuales se podrían
fundir cuños en serie.
Otro
método para conseguir acabar los cuños con mayor rapidez
sería trasladar directamente al cuño el diseño en
positivo de punzones metálicos. Los punzones quizás ayudaron
para la fabricación de las monedas incusas de la Magna Grecia. Sus
diseños se trasladarían a cuños calientes que luego
se trabajarían hasta su estado final, pero en cualquier caso serían
objeto de un retoque intenso, ya que los detalles de anversos y reversos
son siempre diferentes. Conophagos defendió que en época
arcaica y clásica los punzones abrirían directamente los
cuños; él mismo realizó
a 700º una prueba con éxito[98].
En contra Le Rider opinó que si el mecanismo de punzones se hubiera
conocido o hubiese resultado rentable, se habría usado siempre,
circunstancia que no parece demostrarse[99].
Crawford, en relación con los punzones, centra el debate en su influencia
en el volumen de las emisiones; si el cuño se abría con punzón
y luego se retocaba, su uso resulta irrelevante en el recuento de cuños
y por tanto en el estudio de las emisiones, pero si con el golpe del punzón
hubiesen quedado acabados habría que replantear los estudios de
identificación de cuños[100].
En
la península Ibérica se han recuperado dos punzones de bronce,
uno de reversos de Bolskan, con el diseño en positivo, procedente
de Valdeherrera (Zaragoza), y otro para victoriatos de procedencia desconocida[101].
Sin embargo, este último, en opinión de algunos autores sería
una herramienta inadecuada, obra de falsarios[102].
La evidencia monetal ha sugerido el uso de punzones en cecas como Cástulo,
Obulco y Carmo, aunque podría deberse exclusivamente a los hábitos
de los artesanos[103].
Puestos
a buscar algún complemento que facilitase la tarea de la apertura
de cuños, cabe señalar la posibilidad de que fuesen las propias
monedas las que actuasen como 'patriz'. Ello explicaría adecuadamente
la evolución progresiva de estilos que vemos en muchas emisiones.
Fue un método usado por falsificadores e incluso se ha querido identificar
en dos casos en la ceca de Cástulo[104].
Una
vez los cuños estaban en uso, también podían ser objeto
de retoques, circunstancia que puede suponer que tras una identificación
de cuños, si no se detectan los retoques, la cantidad resultante
sea superior a la real. Se conocen retoques, entre
otras, en monedas de Olbia, Nagidus, del rey tracio-macedonio Geta,
Peparethus[105],
Gela[106],
Knidos, Smyrna, monedas de Adriano, y de Vespasiano[107].
Algunos errores en cuños republicanos fueron corregidos[108]
y en ocasiones los retoques alteraron los elementos principales del tipo,
como en el caso de algunos denarios de Turiasu[109].
También en monedas de imitación se ven trabajos de retoque
como en una moneda del tipo fel
temp reparatio[110].
3.2
El espacio físico
El
espacio físico donde se trabajaba es uno de los aspectos menos conocidos
de la acuñación de moneda en la Antigüedad. La infraestructura
y el espacio necesario serían mínimos (fig.
8); el volumen de las emisiones y su continuidad, determinaría
que se ocupasen provisionalmente edificios para desarrollar el trabajo,
como en el caso de algunas emisiones ibéricas, o que existiesen
sedes permanentes para el mismo como sucedió en la ciudad de Roma.
Una variante fueron las cecas itinerantes de campaña o aquellas
que en el bajo-imperio se movían junto con la corte imperial. También
fueron cecas coyunturales aquellas que se dedicaron a las imitaciones[111].
En
Marsella se ha excavado recientemente una instalación metalúrgica
para preparar flanes, que estuvo situada dentro del arsenal militar o puerto
de guerra[112].
Los cospeles recuperados son de bronce, metal que se empezó a acuñar
en Massalia en la segunda mitad del s. III a.C. El suelo era de tierra
batida, y se han encontrado en el lugar una cuba para agua, un crisol,
y numerosos flanes obtenidos con moldes univalvos. La preparación
de los cospeles consistía en recortarlos, volver a cocerlos a 500º,
martillearlos, y finalmente pulirlos en un bloque de gres, untados en una
pasta de arcilla o de ceniza húmeda. El proceso daba calidad al
producto final, dificultando las falsificaciones.
El
lugar ocupado por la ceca de Atenas en época clásica no ha
sido convenientemente aclarado[113].
Sin embargo, hay dos edificios en el Ágora relacionados con la acuñación
de moneda en época helenística y romana, uno en uso desde
el siglo IV hasta el cambio de era y el otro del siglo III d.C. El primero
de ellos es un edificio con muros sólidos, patio y habitaciones
y de unos 29x27 m[114],
y el segundo es un edificio algo mayor donde se han encontrado restos de
acuñación[115].
A pesar de estas evidencias nuestro conocimiento de los talleres importantes,
es nulo o muy parco como sucede con
Lugdunum y Tesalónica, y puede ser difícil distinguirlas
de talleres de falsificadores como en
los casos de Augusta Raurica y Londinium[116].
La
ceca de la Roma republicana se encontraba en el Capitolio[117],
en las proximidades del templo de Juno Moneta, tal y como indica Livio[118],
lo que significa que en época de Augusto todavía estaba allí.
El incendio del Capitolio en el 80 d.C. fue el origen de numerosas intervenciones
y muy posiblemente del traslado de la ceca. En el año 84 se comenzó
a acuñar el tipo de reverso moneta augusta[119],
probablemente conmemorando de algún modo la apertura del nuevo taller.
El traslado que llevaría
la ceca a la Regio Tertia,
bajo la actual iglesia de S. Clemente y cerca del Coliseo, no debe ser
anterior a los flavios. Es la única ceca de la que tenemos constancia
que fue construida con este fin[120].
El edificio excavado es de planta rectangular y de unos 65x30 m, del que
resultarían unos 638m2 sin el patio, tiene unas veinte
tabernae,
y quizás una segunda planta con talleres para aprendizaje de oficios
y archivo[121]
(fig. 9). Su planta coincide con la de un
fragmento perdido de la planta de mármol severiana, donde se lee
MON dentro de un edificio rectangular con patio y tabernae
(fig. 10).
En
el año 1556 se encontraron en la zona inscripciones dedicadas por
los oficiales monetae caesaris nostri
a Apolo Augustus,
Fortuna
Augusta
y Hercules Augustus[122],
en el lugar que posteriormente tuvo lugar la revuelta de los monederos
de época de Aureliano. Están fechadas el 28 de enero del
115 y por lo tanto son el testimonio más antiguo de la ceca. En
época de Sixto V (1585-1590) se encontraron dos más, dedicadas
al Genius Familiae Monetalis[123],
y a la Victoria Augusta[124].
La
inmensa producción de la ceca de Roma se organizó en oficinas,
tal y como consta en las monedas desde el reinado de Filipo (244-249),
aunque debe remontarse a un momento anterior[125].
Quizás a principios del siglo
III el mejor distintivo de cada oficina eran los tipos, y es posible que
las tabernae
identificadas en el edificio de la ceca fueran suficientes para albergar
las 16-17 oficinas propuestas por Coarelli[126].
Desconocemos cualquier detalle sobre la seguridad de las cecas que pudo
afectar tanto a la presencia de un personal específico como a medidas
relativas a cierres y al almacenamiento de materiales, herramientas y productos.
En Lugdunum la inscripción coh(ors)
xvii lvgdvniensis ad monetam[127]
hizo pensar en una vigilancia de la ceca por parte de este cuerpo. No obstante,
parece más bien que hay que interpretar el texto como un simple
asunto de vecindad entre la ceca y el acuartelamiento de la cohorte[128].
En
el siglo V existían dos tipos de ceca. Por un lado, la moneta
publica,
estática y con trabajadores permanentes, y por otro la ceca palatina,
móvil o potencialmente móvil, que en Ravenna y Constantinopla
estaba claramente separada de la monetapublica[129].
Desde finales del siglo IV el oro
y casi toda la plata habían quedado en manos de una división
técnica del officium
palatino del comes sacrarum largitionum.
Puesto que la producción de moneda se asociaba a la corte imperial
o comitatus,
se convirtió en costumbre definir la ceca como COM, marca habitual
en el exergo de los sólidos bajo-imperiales.
Las
emisiones provinciales de Hispania, posiblemente no necesitaron edificios
destinados específicamente a este uso. Puesto que en Roma y Atenas
ocuparon lugares privilegiados dentro de la ciudad, es posible que en otros
lugares como Hispania también fuese así. Al cesar las acuñaciones, los
edificios o sus solares se reutilizaron con otros fines o reanudaron las
actividades previas a la acuñación. Reiteradamente
se ha señalado que la asociación ceca-leyenda-ciudad resulta
demasiado simple y ciertamente no puede probarse que fuese el procedimiento
ordinario para la obtención de moneda en pequeñas ciudades.
En
la Antigüedad también funcionaron cecas itinerantes asociadas
a campañas militares. Durante la Segunda Guerra Púnica, el
bando cartaginés y el romano acuñaron moneda de esta forma[130],
y durante la República los mandos romanos lo convirtieron en una
forma habitual de obtener moneda[131].
También en época imperial fue un sistema utilizado por los
adversarios de Roma; a 22 km. de Jerusalén se encontraron los restos
de una ceca móvil de la segunda revuelta judía (132-135)[132].
Su actividad se deduce del hallazgo de cospeles obtenidos a partir de monedas
martilleadas, que en ocasiones se partieron durante el borrado o la reacuñación.
No hay duda de que
los talleres o los artesanos itinerantes no vinculados a una determinada
ciudad debieron ser numerosos en época Antigua, siendo sus servicios
usualmente contratados por aquellas ciudades que sólo acuñaron
de forma esporádica. Las similitudes estilísticas entre las
emisiones de determinadas ciudades prueban su existencia; en Hispania disponemos
de buenos ejemplos, no sólo para la época republicana[133],
sino también para la imperial[134].
Con las cecas itinerantes deben de ponerse en relación los ejemplares
de monedas híbridas que se conocen. En el caso de Hispania, ésta
es la explicación más satisfactoria[135]
para una serie amplia de piezas con tipos de Castulo y Obulco, de Abra
y Obulco o de Osset, Irippo y Orippo (fig. 11).
3.3
La dirección y los trabajadores
El
mundo romano es el que nos proporciona mayor número de datos sobre
las personas que llevaron a cabo la acuñación de moneda.
En época republicana la competencia sobre emisión de moneda
pertenecía al cuestor, según un presupuesto y su subsiguiente
administración, con autoridad para realizar emisiones extraordinarias
si eran necesarias[136].
Los cuestores fueron los superiores de los monederos, los tresviri aere
argento auro flando feriundo[137],
magistrados monetales que se encargaron de controlar la acuñación
de moneda al menos hasta época de Augusto[138].
Ellos convirtieron en moneda la cantidad de lingotes determinada
por el senado[139],
de acuerdo con las previsiones de gasto del estado y la
cantidad disponible de moneda acuñada. También
supervisaron el trabajo diario de los técnicos e incluso quizás
eligieron algunos de los tipos[140].
Aunque
numerosas emisiones incluyen la formula (ex)
senatus consulto[141],
no fueron infrecuentes los casos en que magistrados, como cuestores y ediles,
acuñaron en Roma sin autorización del Senado. Según
Crawford las emisiones militares estuvieron autorizadas durante la Segunda
Guerra Púnica, pero no así bajo Sila y César, producciones
que califica como ilegales.
En
época de Trajano, al frente de la ceca se situaban individuos del
orden ecuestre, ocupando el cargo de procurator monetae[142].
Como ayudante contaban con un optio
et exactor auri argenti et aeris[143],
que a su vez podía ser asistido por un tercer optio[144].
Todos ellos controlarían a los officinatores
y a los artesanos. Tras el reinado de Diocleciano la administración
de todas las cecas estuvo a cargo del comes sacrarum largitionum.
En cada taller había un procurator monetae
que mandaba sobre varios praepositi[145].
Se
conocen un tipo monetal y una tessera
que incluyen representaciones del personal que trabajaba en la ceca. La
actividad de un taller se reprodujo en monedas de Paestum[146],
del 89 a.C., conmemorando el hecho de que mantuvieron el derecho de acuñar
moneda. Asimismo, en una tessera
de bronce de Viena se incluye una escena de acuñación acompañada
por una imagen de un templo que cobija a las personificaciones de las tres
monetae[147].
La imagen más famosa de una presumible representación del
trabajo monetal fue descubierta en 1895 en la casa de los Vettii
de Pompeya, aunque ha sido interpretada por algunos autores como el trabajo
de orfebres[148].
A pesar de no poder asegurar que se trate de un taller monetal, la escena
sirve para visualizar las principales tareas que se llevaron a cabo en
su interior; en ella se representan amorcillos junto a un horno, batiendo
metal junto a balanzas y cospeles, pesando junto a una figura alada (?)
y trabajando en un yunque.
Por
lo que respecta al personal que formaba parte de los talleres monetarios,
los más cualificados eran, sin duda, los grabadores de cuños.
Según Hackens los mejores especialistas habrían sido conocidos
por su competencia en un amplio territorio y sus servicios fueron demandados
por clientes públicos y privados[149].
Conocemos a Evainetos trabajando para Siracusa (fig.
12), Catania y Camarina entre el 415-385 a.C. y a Kimón y Eukleidas
en Siracusa hacia el 410 a.C.[150]
En época romana recibieron el nombre de scalptores.
Crawford piensa que durante la República los mismos grabadores labraron
indistintamente los cuños destinados a cualquiera de los metales
emitidos[151].
El
resto de trabajadores no necesitaban de un grado tan elevado de cualificación, pues
sus actividades era sencillas y mecánicas. Las inscripciones
de época alto-imperial son la documentación que más
datos aporta sobre el personal de la ceca de Roma. Al frente del equipo
se situaba un optio,
ayudante de los magistrados y director técnico de los artesanos.
Coarelli estima que en época de Trajano trabajaban en la ceca un
optio,
un optio et exactor
y 91 operarios[152].
La epigrafía proporciona los nombres de los principales trabajadores
de la ceca en época romana imperial:
officinatores:
los capataces o encargados de cada una de las secciones de la ceca. Según
Coarelli eran todos aquellos que no tenían relación directa
con la acuñación (aequatores, dispensatores...)[153].
signatores:
término que podría hacer referencia al personal que batía
la moneda, aunque para otros serían los que grababan la leyenda
o los que ponían la marca de autoridad[154].
No obstante parece muy probable que fueran simplemente los grabadores de
cuños.
suppostores:
los que colocaban la moneda para que fuese acuñada por los malleatores.
Según Bernareggi eran los que controlaban el peso[155].
malleatores[156]:
los que martilleaban; se trata de un trabajo físico poco especializado.
Quizás trabajaban por turnos debido a la dureza de su labor.
aequatores:
los que supervisaban la igualdad de los pesos.
flaturarii:
relacionados con el trabajo del metal. Al no ser mencionados en las inscripciones
de época de Trajano se ha pensado que trabajarían aparte.
Estarían dirigidos por los conductores flaturae[157].
dispensatores:
que realizarían la función de contables[158].
Junto
a todos ellos trabajarían mediastini,
esclavos para cualquier trabajo, dirigidos por el praepositus mediastinorum
3.4
Herramientas y elementos del taller
El
reverso del denario del IIIvir
Titus Carisius se ha convertido en los últimos años en la
imagen más habitual para mostrar las herramientas básicas
utilizadas por la ceca[159];
cuños, yunque, martillo (malleolus)
y tenazas (forceps) para colocar
los cospeles en el yunque. Un instrumento importante que se echa en falta
en esta representación es la balanza, necesaria para los
preceptivos controles metrológicos.
Los
grabadores de gemas y los de cuños utilizarían una caja de
herramientas similar, que incluiría rueda de grabador, taladros
de arco, buriles, punzones, compases...[160].
La utilización de muchas de estas herramientas para el grabado de
cuños se aprecia con claridad por las huellas que dejan en ellos,
tal y como se ha mostrado en el caso de los bronces lágidas[161].
Las plantillas para leyendas pudieron haber sido un complemento útil
para prefigurar el trabajo mediante puntos, y no hay que descartar un posible
uso de lupa magnificadora, ya que eran conocidas las propiedades de aumento
de algunos espejos y de las bolas de cristal rellenas de agua[162].
Una
estela probablemente funeraria, conservada en el British Museum, muestra
también las herramientas de acuñación y las de un
grabador de cuños. Procede de una villa particular en Frascati,
y muestra a dos libertos, P. Licinius Philonicus y P. Licinius Demetrius[163].
En el frontóndel
relieve aparecen un martillo, cuños encajados en un yunque, y tenazas,
que deben hacer referencia a la ocupación del patrono P. Licinius.
Con el liberto P. Licinius Demetrius deben ponerse en relación,
probablemente, las herramientas representadas, que parecen pertenecer a
un grabador de cuños: taladro de arco, cuchillo, ¿martillo?,
punzón, cincel...
La
posición de cuños de las monedas está en relación
con la naturaleza de las herramientas y con la forma de trabajo de los
artesanos. Los cuños se pudieron fijar con guías, bisagras
o abrazaderas; en algunos cuños conservados se han identificado
marcas al margen que podían servir de orientación al artesano
para colocar el cuño en una determinada posición. La identificación
de regularidades puede resultar determinante para localizar el taller de
producción como en el caso de algunas monedas cartaginesas; las
que produjeron presumiblemente en Sicilia presentan cuños en posición
aleatoria como sus vecinos griegos, sin embargo las de Carthago se fijaron
siempre en las 12 h[164];como
las que los cartagineses realizaron en la península Ibérica
a fines del siglo III a.C.[165]
En la república romana, el hecho de que algunas emisiones mantengan
una posición de cuños homogénea se ha relacionado
con turnos de personal, aunque también
las variaciones podrían deberse a los cambios de
turno o a una acuñación descuidada[166].
Las monedas sasánidas normalmente presentan una posición
de 3 h[167].
4.
LA PRODUCCIÓN
4.1
Cuestiones técnicas
La
acción de acuñar recibe en latín el nombre de ferire,
cudere,
percutereosignare
(aunque el último vocablo sirve también para fundidas); consistía
en golpear con un martillo el extremo del cuño de reverso, el móvil,
cuya presión embutía la masa del disco de metal, el cospel,
en las partes incusas de los dos cuños (fig.
13). Parece lógico pensar que una vez acabados los cuños
y antes de comenzar a trabajar con ellos se probarían de algún
modo. Aunque no contamos con ninguna prueba de cuños identificada
indudablemente como tal, se conocen de época republicana algunas
piezas que quizás se originaron como tales en metales diferentes
a los que estarían destinados[168].
También la península Ibérica ha proporcionado algunas
piezas que pudieron haber tenido esta función[169].
Con
el martillo o malleolus
la presión ejercida por milímetro cuadrado en el cuño
móvil era superior a la que recibía el inferior, que además
estaba protegido[170].Laacuñación
en Grecia y en Roma pudo realizarse tanto en frío como en caliente, y
se ha señalado que cuando se
realizaba de esta última forma habría sido importante,
para prolongar la vida del cuño, refrescarlo habitualmente con agua[171].
Las tetradracmas de Atenas fueron acuñadas en caliente[172]
y se ha sugerido que el proceso podía haberse realizado con flanes
calentados a 700º, enfriando después los cuños con agua
para que no se deformasen[173].
En
pequeñas piezas sería más ventajosa, en términos
de coste de producción, la acuñación manual; sin embargo,
las diferentes características metalúrgicas, los módulos
y los grosores de las monedas no permiten considerar la producción
monetaria con técnicas uniformes, y por ello se ha hablado de un
posible uso, siempre marginal, de métodos de acuñación
mecánicos. Para los grandes bronces ptolemaicos de 35 mm. se pudo
utilizar un martillo pilón rudimentario como masa elevada y lanzada.
Existían las poleas, y por ello quizás se conoció
el martinete, mazo o viga de madera forrada de hierro[174].
Los grandes sestercios o los múltiplos bajo-imperiales pudieron
también servirse de este sistema con vistas a obtener una nitidez en
los diseños tras el impacto, lo cual sólo se consigue
con una presión uniforme y vertical.
4.2
Problemas técnicos
El
problema más grave que se presentaba en el proceso de fabricación
de moneda era sin duda la fractura de los cuños, tras la cual había
que reemplazarlos por otros nuevos (fig. 14).
Hasta inicios de época imperial existió en las monedas la
tendencia a mostrar superficies convexas en los anversos y cóncavas
en los reversos, lo cual refleja el tipo de superficie en la que se grabaron
los diseños en los cuños. Esto se explica, en parte, por
cuestiones técnicas, ya que por un lado con estas formas el cuño
fijo estabilizaba mejor el cospel y el móvil presionaba evitando
posibles deslizamientos del disco; por otro lado, con este tipo de superficies
se lograba una mayor duración de los cuños. Fue más
habitual que se fracturase el cuño de reverso, debido a la mayor
presión que recibía. Sellwood acuñaba en sus experimentos
dando dos golpes de martillo en caliente y tres en las pruebas en frío[175];
trabajando en caliente, el primero se le rompió por arriba después
de 30 monedas y la parte del diseño tras 116 monedas. El segundo
se volvió a romper por arriba después de 1.490 monedas, a
pesar de haberlo reforzado con un anillo. Un tercer cuño de menor
longitud, y también reforzado, aguantó hasta las 7.786 piezas.
En la Antigüedad, la producción no solía interrumpirse
por las fracturas de cuño, siendo la mayor parte de las veces irrelevante
que parte del diseño se estropease; en monedas sasánidas
los cuños rotos se usaron durante mucho tiempo[176].
El
resto de problemas que se pueden detectar en el proceso de acuñación
fueron menores, ya que afectaron a las piezas de forma individual: se trata,
por ejemplo, de las monedas que tienen el anverso normal y en el reverso
muestran la misma figura del anverso de forma incusa (fig.
15). Esto se debe a que en el proceso de acuñación el
cospel se quedó adherido al cuño móvil y éste
actuó como punzón de reverso. La profundidad del grabado
de las figuras y un ritmo acelerado en el proceso de acuñación
son las causas que, en buena medida, explican este tipo de anomalía.
El
descentrado fue otro fenómeno común que tuvo lugar cuando
los cuños de anverso y reverso no estaban bien alineados en la acuñación,
dando lugar a piezas de aspecto descuidado. El control de calidad no parece
que fuera muy exigente en este sentido, ya que lo que verdaderamente importaba
era el peso y el módulo. Cuando las monedas recibían más
de un golpe de martillo, porque no se habían grabado bien los tipos,
entonces era bastante difícil que el segundo golpe coincidiese en
la misma posición que el primero, produciéndose en la moneda
un doble contorno de la misma figura o los mismos diseños en posiciones
diferentes.
4.3
El ritmo de trabajo y el volumen de producción
La
variabilidad de la producción de los cuños pudo ser muy importante
en función de los metales acuñados, del tamaño de
los cospeles, del relieve del diseño, de la calidad metálica
de cuños, de la pericia de operarios y de cuestiones diversas como,
por ejemplo, de la retirada de los cuños antes de que quedaran inservibles.
Durante la república romana, para incrementar la producción
quizás se acuñaron dos o tres monedas a la vez[177],
y se llegó a trabajar directamente sobre las ristras de cospeles
antes de separarlos[178].
También se conoce un as de Augusto que parece tener los golpes de
dos cuños de anverso y dos de reverso[179].
No
obstante, el procedimiento normal era acuñar las monedas de una
en una. El proceso se podía realizar en frío o en caliente,
circunstancia que afectaba a la vida de los cuños. Sellwood trabajando
solo, acuñaba cien monedas a la hora[180],
incluyendo la fundición y la fabricación de flanes, ritmo
suficiente quizás para una gran cantidad de cecas. Para Valentia
se ha calculado que la serie I pudo acuñarse en 73 días[181].
Las cecas que producían millones de piezas debieron funcionar con
varios equipos compuestos por unas cuatro personas[182].
Así, en cecas como Atenas y Roma la producción era continua
y utilizaba simultáneamente diversas parejas de cuños.
Por
lo que se refiere al número de monedas que pudo producir un cuño
existen diversas propuestas, cada una de ellas realizada
a partir de diferentes planteamientos. Sellwood propuso, a partir de sus
propios experimentos, que se podrían obtener entre 10.000 y 16.000
piezas en una acuñación en caliente por cuño de anverso
y entre 5.000 y 8.000 en frío. Kinns calculó, combinando
el estudio de cuños con datos epigráficos, que los anversos
utilizados para las estáteras de la anfictionía de Delfos
produjeron entre 23.333 y 47.250 monedas[183].
Para la plata romana republicana Crawford consideró que un cuño
de anverso pudo producir, por término medio, unas 30.000 monedas[184];
mientras que para los cuadrantes de Augusto, Carter y Petrillo sugirieron
que los cuños de anverso pudieron haber llegado a batir unas 20.000
piezas[185].
Desde
luego, la vida productiva del cuño dependió
del nivel de actividad de la ceca; si había
parones o un ritmo más lento, el cuño permanecía
disponible durante más tiempo. Morkholm planteó la cuestión
de cuánto tiempo podría llegar
a separar a dos monedas que comparten un cuño[186].
Las emisiones del nuevo estilo de Atenas se fechan en el reverso con una
letra que indica el mes de producción, por lo que sabemos que los
cuños de anverso de tetradracmas duraban normalmente 3-4 meses,
aunque uno llegó a utilizarse continuadamente durante 9 meses. En
las cecas ptolemaicas de Chipre (Salamis, Citium y Paphos) fue normal usarlos
durante meses[187],
pero no son raros los que sobrepasan los dos años; un cuño
de Citium fue utilizado incluso durante cinco años consecutivos
de reinado, otro de Salamis se utilizó en dos emisiones separadas
siete años[188],
y en monedas de Arados un cuño de anverso fue utilizado entre el
76-72 a.C.[189]
4.4
Alteraciones
Después
de fabricadas, las monedas pudieron ser objeto de manipulaciones que alteraban
su aspecto originario. La que más se aproxima a las labores de acuñación
fue la del contramarcado[190],
consistente en la aplicación de un resello mediante el cual se añadía
un mensaje. La contramarca en ocasiones anulaba el que transmitía
la propia moneda a través de los tipos y leyendas, lo modificaba
parcialmente o simplemente le confería uno nuevo. En el proceso
del contramarcado interviene un solo punzón, a diferencia de lo
que sucede en la acuñación; los motivos estampados pueden
estar en relieve o incusos y su aplicación provoca una deformación
de la pieza, pudiendo incluso agrietarla, sobre todo si el punzón
es grande y se aplica sobre piezas de bronce. Es posible que algunos contramarcados
se realizaran en la propia ceca, especialmente aquellos que tienen un significado
que se vincula con la autoridad o sus instituciones de gobierno. Pero no
todas las contramarcas fueron originadas por instituciones oficiales, ya
que un buen número de ellas deben vincularse con ambientes comerciales
privados o con campamentos militares[191].
Se
conocen otras alteraciones de las monedas, como puede ser la partición
de las mismas, con el propósito de obtener divisores en momentos
de escasez y de ese modo hacer más fluidos los intercambios monetarios.
La damnatiomemoriae
fue también otro tipo de alteración de las monedas, consistente
en el borrado de una parte de ella. Si embargo, estas manipulaciones fueron
por lo general efectuadas fuera del ámbito estricto de la ceca y,
por consiguiente, sin ninguna vinculación con el proceso de la fabricación
de la moneda
5.
FALSAS
También
en la Antigüedad se fabricó moneda falsa; aunque muchos de
sus métodos de elaboración fueron comunes a los de la moneda
oficial, también se desarrollaron técnicas propias, que respondían
a la idea de conseguir el máximo provecho con un mínimo coste
y esfuerzo. Por otra parte, la entidad arqueológica de este material
recomienda que su análisis se realice separadamente de la moneda
oficial. Además, como las imitaciones una vez detectadas eran menos
apreciadas o perdían casi todo su valor (en
especial las piezas de plata) se extraviaron con mayor facilidad
que las oficiales, y hoy día resulta muy frecuente su hallazgo.
En la República se fabricaron denarios forrados y el bronce se imitó
en las provincias[192];
en el imperio se imitaron masivamente monedas de Claudio I[193],
y en el bajo imperio fueron comunes las piezas irregulares[194],que
contribuyeron a deteriorar todavía más la calidad de la masa
monetaria en circulación (fig. 16).
En líneas generales las imitaciones parecen surgir como consecuencia
de una escasez de moneda oficial[195].
La
primera cuestión relacionada con las actividades fraudulentas se
refiere a los trabajadores de la ceca. Un texto del Digesto parece confirmar
que pudo suceder en alguna ocasión[196]:
'Los que al fabricar moneda publica, se la hacen aparte para sí
con el cuño público o hurtan la ya acuñada, no se
considera que han hecho moneda falsa, sino que han hurtado moneda publica,
lo que se aproxima al crimen de peculado'. En
este caso no se trataría de falsificaciones propiamente dichas, pero
sirve para indicar cómolas
personas involucradas en el trabajo de acuñación pudieron
desarrollar su actividad fuera del contexto oficial de la ceca.
En
el año 81 a.C., la lex Cornelia de falsis
castigaba a las personas libres que falsificasen moneda con el destierro
y a los esclavos con la muerte. En época bajo-imperial la fundición
de monedas se prohibió por ley, siendo una clase más de fraude[197];
no importaba si se toleraba o no, la actitud oficial era que no podía
haber entendimiento entre administración y falsificadores. En época
de Teodosio los falsificadores eran culpables de traición, torturados
para que delatasen a sus cómplices[198],
con pena de ser quemados vivos, y se ofrecía una recompensa al que
los denunciase[199].
En la misma época la política monetaria China desarrollaba
una filosofía diferente; un texto de Shen Qingzhi (386-465) habla
de permitir la libre fabricación de moneda fundida a los particulares
con la única condición de que el metal sea puro[200].
Las
monedas falsas podían ser acuñadas o fundidas. Las falsificaciones
realizadas con cuños mostraron muy diversas calidades, de modo que
no siempre se reconocen fácilmente, si no es por un estilo peculiar,
errores, o anomalías en el ductus
de la leyenda. En ocasiones es muy complicado establecer el límite
entre moneda oficial y no oficial. En Inglaterra a mediados del siglo IV
la reacuñación de piezas de imitación sobre piezas
oficiales fue un fenómeno común[201];
el tesoro de Heslington contiene por ejemplo 297 reacuñaciones de
talleres irregulares que, salvo en un caso, utilizaron siempre piezas oficiales
como soporte.
Un
tipo muy común de moneda falsa acuñada fue la de metales
preciosos que requería un proceso técnico bastante complejo,
ya que se debía ocultar que la moneda no era íntegramente
del metal que aparentaba ser. Para ello se podía forrar un cospel
cualquiera mediante un encapsulado con láminas de plata. En la República
(fig. 17) y a principios del Imperio fue
común utilizar una hoja metálica para forrar, soldándola
o calentándola[202].
Los núcleos eran sobre todo de cobre y muy raramente de hierro.
La soldadura de las láminas era de plata-cobre eutéctica[203],
con un grosor suficiente para que aguantase la acuñación;
también se cree que podían chaparse mediante una inmersión
en plata líquida. Cuando la calidad de la plata bajó, los
falsificadores cambiaron a baños de plata de peor calidad. Se han
comparado monedas forradas romanas y celtas procedentes de Hayling Island
y se ha comprobado que están realizadas con diferentes técnicas
y calidades de forrado[204].
Las romanas se hicieron con menor porosidad en el corazón de cobre,
envolviéndose en papel de plata pura el tiempo justo y a temperatura
justa para que el corazón no se fundiese, ni se mezclase con la
plata. Los cospeles celtas eran más porosos, absorbieron más
plata que además era menos pura, y tenían peor apariencia.
En la república se fabricaron denarios serrati
cuyo contorno irregular pretendía ser una respuesta a estas prácticas
irregulares, pero como se forraron igualmente,
dejaron de darles esa forma tan laboriosa.
Las
falsificaciones obtenidas mediante fundición eran relativamente
fáciles de hacer y su calidad era normalmente mediocre o baja. Fue
una práctica común en época bajo-imperial y en ellas
resultaba evidente la pérdida de calidad, pero cuando circulaban
entre centenares o miles podían pasar desapercibidas. No se debieron
equiparar a las oficiales, sino que debieron ser consideradas como otro
tipo de moneda que resultaba necesaria. El procedimiento más común
para obtenerlas fue con moldes de arcilla en donde se habían grabado
las improntas de monedas. El hecho de que los moldes se conserven invita
a pensar que no siempre era necesario romperlos. Hay que tener en cuenta
que tenía lugar una cierta disminución del tamaño
tras el secado de los moldes, que en reducciones sucesivas resultaría
muy apreciable, y que para evitar que el metal se adhiriese a la arcilla
habría que impregnar los moldes con algún tipo de grasa[205].
Los falsificadores debieron utilizar para sus aleaciones cualquier objeto
de bronce disponible, lingotes o monedas; los restos de plata, presentes
en imitaciones de inicios del siglo IV muestran que al principio se utilizaron
folles,
y están completamente ausentes en aleaciones más tardías[206].
Es una actividad muy bien documentada en Francia e Inglaterra[207].
El hallazgo de algunos moldes en Bélgica ha permitido realizar algunas
reflexiones de interés sobre los momentos en los que esta práctica
comenzó a hacerse común[208];
a mediados del siglo III se copiaron denarios del 194-236 d.C.
El
testimonio más espectacular de moldes para fundición procede
de Egipto, y son los 15.000 moldes encontrados en Dyonisias (Qasr Qarun),
de principios del siglo IV, en un edificio que no parece un taller clandestino[209].
En Egipto fue un método común para el que se utilizaron tanto
improntas individuales como múltiples; estas últimas, preparadas
para fundir entre 5 y 8 monedas están unidas por pequeños
canales y otro más en el borde para verter el metal fundido. En
ocasiones se utilizaron piezas muy gastadas para las improntas, que se
apilaban cuando iban a utilizarse; se conserva una pila de 12 discos de
arcilla en el Museo Egipcio de El Cairo que ilustra perfectamente el procedimiento
utilizado[210].
También son numerosos las evidencias de Damery (Marne), donde se
encontraron 3.900 monedas de imitación de Constante I y Constancio
II, la mayoría con la marca del taller de Treveri, junto a un taller
con moldes para fabricarlas[211].
BIBLIOGRAFÍA
Abascal,
J.M. (1996) Ripollès, P.P.; Gozalbes, M., "Varia Metallica (I):
Anàlisis de monedes antigues, medievals i modernes", Acta Numismàtica
26, pp. 17-51.
Alfaro,
C. (1999) "Un cuño para la fabricación de moneda ebusitana",
Rutas,
monedas y ciudades. Anejos Archivo Español de Arqueología
XX,
pp. 185-191.
Alfaro,
C.; Otero, P. (2000) "Un cuño romano republicano hallado en la provincia
de Cáceres (España), XII. Internationaler Numismatischer
Kongress, Berlin 1997, Akten-Proceedings-Actes I,
Berlín, pp. 455-459.
Allen,
D.F. (1980) The Coins of the Ancient Celts,
(D. Nash, ed.), Edimburgh.
Anheuser,
K.; Northover, P. (1994) "Silver plating on Roman and Celtic coins from
Britain - a technical study", British Numismatic Journal 64, pp. 22-32.
Babelon,
E. (1894) La gravure en pierres fines camées et intailles,
París.
Balog,
P. (1955) "Notes on ancient and medieval minting technique", NC,
pp. 195-202.
Bastien,
P. (1985) "Imitations of Roman Bronce Coins, A.D. 318-363", ANSMN
30, pp. 143-177.
Bernareggi,
E. (1974) "Familia monetalis", QT,
pp. 177-191.
Besombes,
P. A. y Barrandon, J. N. (2000) "Nouvelles propositions de classement des
monnaies de "bronze" de Claude I", Revue Numismatique
155, pp. 161-188.
Blázquez,
C. (1999) "Notas sobre la contramarca cabeza de águila y su distribución
geográfica en el territorio peninsular", Rutas, ciudades y moneda
en Hispania,
Anejos de Archivo Español de Arqueología XX, pp. 91-100.
Bonet,
H; Mata, C. (2002) El Puntal dels Llops. Un fortín edetano,
Valencia.
Bopearachchi,
O.; Pieper, W. (1998) Ancient Indian coins,
Turnhout.
Bouyon,
B.; Depeyrot, G.; Desnier, J-L. (2000)
Systemes et technologie des monnaies de bronze (4e s. avant
J.-C. - 3e après J.-C.),
Wetteren.
Brenot,
C. (1993) "Analyses des monnaies de billon du IVe siècle: réflexions
sur l'interprétation des resultats", L'«inflazione»
nel quarto secolo d.C.,
Roma, pp. 89-96.
Brunk,
G. G. (1980) "A Hoard from Syria Countermarked by the Roman Legions", ANS
MN
25, pp. 63-76.
Bruun,
P. (1976) "Notes on the Transmission of Imperial Images in Late Antiquity",
Studia Romana in Honorem Petri Krarup Septuagenari,
Odense, pp. 122-131.
Burillo,
F. (1997) "La plata del Sistema Ibérico y los celtíberos",
Studium.
Revista de Humanidades
4, pp. 95-106.
Burnett,
A. (2001) "The invisivility of Roman Imperial Mints", I luoghi della
moneta. Le sedi delle zecche dall'Antichità all età Moderna,
Milán, pp. 29-40.
Burnett,
A. M., Hook, D.R. (1989) "The Fineness of Silver Coins in Italy and Rome
during the Late Fourth and Third Centuries B.C.", Q.T.,
pp. 151-67.
Buttrey,
T.V. (1994) "Calculating Ancient Coin Production II: Why it Cannot be Done",
NC, pp. 341-352.
Callataÿ,
F. De (1995) "Calculating Ancient Coin Production: Seeking a Balance",
NC,
pp. 289-311.
Camp,
J. McK. y Kroll, J. H. (2001) "The Agora Mint and the Atheniant Bronze
Coinage", Hesperia
2, Abril-Junio, pp. 127-162.
Carradice,
I. (1995) Greek Coins,
Lodres.
Carson,
R.A.G. (1956) "System and product in the Roman mint", Essays in Roman
Coinage presented to Harold Mattingly,
Oxford, pp. 227-239.
Carter,
G.F.; Petrillo, P. (1982) "Die-link Studies and the Number of Dies of Augustan
Quadrantes ca. 5 B.C.", Actes du 9éme' Congrès International
Numismatique, Berna 1979, pp. 289-308.
Carter,
G.F.; Razi, H. (1989) "Chemical Composition of Copper-Based Coins of the
Roman Republic",Archaeological Chemistry IV, Washington, pp. 213-230.
Casson,
S. (1936) "The technique of Greek coin dies", Transactions of the Inter.
Num. Congress,
Londres, pp. 40-52.
Chaves,
F. (2001) "El lugar de las cecas en la Hispania Romana", ", I luoghi
della moneta. Le sedi delle zecche dall'Antichità all età
Moderna,
Milán, pp. 199-218.
Coarelli,
F. (1994) "Moneta. Le officine della zecca di Roma tra repubblica e impero",
AIIN
38-41, pp. 23-66.
Collado,
E.; Gozalbes, M. (1996) "Un plomo inédito de Celsa", Gaceta Numismática
122, pp. 47-51.
Conophagos,
C. E. (1980) Le Laurium Antique et la technique grecque de la production
de l'argent,
Atenas.
Conophagos,
C.; Badecca, H.; Tsaimou, C. (1976) "La technique athenienne de la frappe
des monnaies a l'epoque classique", Nomismatica Chronika
4, pp. 5-33.
Cope,
L.H.; King, C.E.; Northover, J.P.; Clay, T. (1997) Metal analyses of
Roman coins minted under the empire,
Londres.
Crawford,
M.H. (1974) Roman Republican Coinage,
Cambridge.
Crawford,
M.H. (1981) "Hubs and Dies in Classical Antiquity", NC,
pp. 176-177.
Crawford,
M.H. (1982) "Unofficial imitations and small change under the Roman Republic",
AIIN
29, pp. 139-164.
Davies,
O. (1935) Roman Mines in Europe,
Oxford.
Domínguez,
A. (1998) "Las acuñaciones ibéricas y celtibéricas
de la Hispania Citerior", Historia Monetaria de Hispania Antigua,
Madrid, pp. 116-193.
Durán,
R. (1952) "Breves consideraciones sobre los troqueles romanos del Museo
Valencia de Don Juan", Numisma
2, pp. 111-116.
Dürr,
N. (1957)"La
confection des coins monetaires romains", Congrès International
de Numismatique (Paris 6-11 julliet 1953),
Paris, pp. 537-543.
Esty,
W.W. (1986)
"Estimation of the Size of a Coinage: a Survey and Comparison of Methods",
NC,
pp. 185-215.
García-Bellido,
M.P. (1982) "Problemas técnicos de la fabricación de moneda
en la antigüedad",
Numisma
174-176, pp. 9-50.
García-Bellido,
M.P. (1982) "A hub from Ancient Spain", NC
1986, pp. 76-84.
Giard,
J-B. (1967) "Le trésor de Port-Haliguen. Contribution à l'étude
du monnayage d'Auguste", RN,
pp. 119-139.
Giard,
J.-B. (1970)Pouvoir
central et libertés locales. Le monnayage en bronze de Claude avant
50 après J.C., RN XII,
pp. 33-61
Göbl,
R. (1978) Antike Münzen,
Munich.
Göbl,
R. (1971) Sasanian Numismatics,
New York (reimpresión de 1990).
Grierson,
P. (1956) "The Roman Law of Counterfeiting", Essays in Roman Coinage
presented to Harold Mattingly,
Oxford, pp. 240-261.
Grierson,
P. (1982) Byzantine Coins,
Londres-Berkeley-Los Angeles.
Guadán,
A.M. (1960) "Tipología de las contramarcas en la numismática
ibero-romana", Numario Hispanico
IX, 17, pp. 7-122.
Hackens,
T. (1989) "Les relations entre graveurs de coins monétaires et graveurs
de gemmes dans l'antiquité grecque",
Pact
23, pp. 157-162.
Hermary,
A.; Hesnard, A.; Treziny, H. (1999) Marseille Grecque. 600-49 av. J.-C.
Le cité phocéenne,
París.
Hill,
G.F. (1922) "Ancient methods of coining", NC,
pp. 1-42.
Howgego,
C.J. (1985) Greek Imperial Countermarks.
Londres.
Howgego,
C. (1995) Ancient History from Coins,
Londres-Nueva York.
Jenkins,
G. K. (1970) The Coinage of Gela, Berlín.
Kalligas,
P.G. (1997) "A bronce die from Sounion", Numismatic Archaeology Archaeological
Numismatics,
Oxford, pp. 141-147.
Kindler,
A. (1986-1987) "Coins and remains from a Mobile Mint of Bar Kokhba at Khirbet
el-cAqd", Israel Numismatic Journal
9, pp. 46-50.
King,
C.E. (1986) "The alloy content of the antoninianus, AD 253-268", Proceedings
of the 10th. International Congress of Numismatics,
Londres, pp. 289-292.
King,
C.E. (1996) "Roman Copies", Coin Finds and Coin Use in the Roman World
(The thirteenth Oxford symposium on coinage and monetary history 25-27.
3. 1993), SFMA
10, Berlín, pp. 237-263.
Kinns,
P. (1983) "The Amphictionic Coinage Reconsidered", NC,
pp. 1-22
Kraay,
C. M. (1976)Archaic
and Classical greek coins, Londres.
Le
Bohec, Y. (1997) Coh. XVII Lugduniensis ad monetam, Latomus
56/4, pp. 811-8.
Le
Rider, G. (1958) "Sur la fabrication des coins monétaires dans l'antiquité
grecque", Schweizer Münzblätter
29, pp. 1-5.
Le
Rider, G. (1975) "Contremarques et surfrappes dans l´Antiquitè
grecque" Numismatique antique problèmes et methodes, Nancy-Louvain,
pp. 27-56.
Levy,
A.H. (1988-1989) "The making of coin dies", Israel Numismatic Journal
10, pp. 137-142.
Lichocka,
B. (1990)"Remarques
sur les monnaies romaines tardives de Kom el-Dikka", Études et
Travaux
XV, pp. 243-252.
Lichocka,
B. (1996) "Les moules égyptiens à monnaies tardives du British
Museum", Arcaeological Research in Roman Egypt
(D. M. Bailey, ed.), Michigan, pp. 197-206.
Linders,
T. (1989-1990) "The melting down of discarded metal offerings in Greek
Sanctuaries", Scienze dell'Antichità
3-4, pp. 281-285.
Llorens,
M.M.; Ripollès, P.P. (1998) Les encunyacions ibèriques
de Lauro,
Granollers.
Marchetti,
P. (1979) Histoire économique et monétaire de la deuxième
Guerre Punique,
Bruselas.
Mattingly,
H.B. (1928) Roman Coins,
Londres.
Medrano
Marqués, M.M. (1990) "Nuevos ponderales ibéricos procedentes
de la Celtiberia Citerior", Estado Actual de la Arqueología en
Aragón. II. Comunicaciones,
Zaragoza, pp. 169-174.
Melville
Jones, J.R. (1983) Testimonia Numaria,
Londres.
Milne,
J.G. (1922) "Two notes on greek coin dies", NC, pp. 43-48.
Mindelberg,
L. (1989) "Those ridiculous arrows. On the meaning of the die position",
Nomismatika
Chronika
9, pp. 23-27.
Morkholm,
O. (1983) "The life of obverse dies in the Hellenistic period", Studies
in Numismatic Method presented to Philip Grierson,
Cambridge, pp. 11-21.
Patterson,
C.C. (1972) "Silver Stocks and Losses in Ancient and Medieval Times", Economic
History Review
XXV, 2, pp. 205-235.
Pink,
K. (1952) The triumviri monetales and the structure of the coinage of
the Roman Republic,
ANS Numismatic Studies 7, Nueva York.
Pink,
K. (1956) "Special coinages under the triumviri monetales", Essays in
Roman Coinage presented to Harold Mattingly,
Oxford, pp. 56-62.
Planas,
A. et alii
(1989) Las monedas de la ceca de A'BSM (Ibiza),
Ibiza.
Reece,
R.M. (1977) "Coins and frontiers - or supply and demand", Limes. Akten
des XI Internationales Limeskongresses,
Budapest, pp. 643-646.
Ripollès,
P.P. (1988) La ceca de Valentia,
Valencia.
Ripollès,
P.P. (1994-1995) "La moneda en los inicios de la romanización: talleres
y artesanos", Arse
28-29, pp. 199-215
Ripollès,
P.P. (1995) "Una aproximación a las reacuñaciones en la Península
Ibérica durante la Antigüedad", La Moneda Hispánica.
Ciudad y Territorio, Anejos AEA
XIV, pp. 289-296.
Ripollès,
P.P.; Abascal, J.M. (1998) "Varia Metallica (II): anàlisis de monedes
antigues", Acta Numismàtica
28, pp. 33-52.
Ripollès
P. P. y Llorens, M. M. (2002) Arse-Saguntum. Historia monetaria de la
ciudad y su territorio,
Sagunto.
RPC
= Burnett, A., Amandry, M. y Ripollès, P. P. (1992) Roman Provincial
Coinage,
vol. I, Londres-París.
RRC
= Crawford, M.H. (1974) Roman Republican Coinage,
Cambridge.
Seltman,
C. (1933) Greek Coins,
Londres.
Sellwood,
D. (1963)"Some
experiments in Greek minting technique", NC,
pp. 217-231
Sellwood,
D. (1976) "Minting", Roman Crafts,
Duckworth, pp. 62-73.
Sellwood,
D. (1983) "A die-engraver sequence for later Parthian drachms", NC, pp.
13-28.
Serafin,
P. (1988) "Sul contenuto argenteo di alcune serie Ispaniche", Bolletino
di Numismatica
11, pp. 161-167.
Serafin,
P. (2001) "Dove erano le zecche di Roma Repubblicana", I luoghi della
moneta. Le sedi delle zecche dall'Antichità all età Moderna,
Milán, pp. 29-40.
Sevenants,
W.; Van Heesch, J. Van (1987-1988) "The roman coin moulds of Rumst (Belgium),
Acta
Archaeologica Lovaniensia
26-27, pp. 29-39.
Stannard,
C. (1988) "The Hub from Ancient Spain Reconsidered", NC,
pp. 141-143.
Sutherland,
C. H. V. (1935)Romano-British
imitations of bronze coins of Claudius I,
NNM 65, New York.
Thompson,
H.A. (1954) "Excavations in the Athenian Agora: 1953", Hesperia,
XXIII, 1, pp. 31-67.
Tournaire,
J.; Buchsenschutz; Henderson, J.; Collis, J. (1982) "Iron Age Coin Moulds
from France", Proceedings of the Prehistoric Society
48, pp. 417-435.
Vermeule,
C.C. (1953-1954) "Some notes on ancient dies and coining methods", Num.
Circ.
LXI, pp. 398-404, 448-52, 500-4; LXII, pp. 1-6, 54-8, 102-4.
Vermeule,
C. (1957) "Minting Greek and Roman Coins", Archaeology
10, 2, pp. 100-107.
Villaronga,
L. (1973) Las monedas hispano-cartaginesas,
Barcelona.
Zwicker,
U.; Oddy, A.; La Niece, S. (1993) "Roman techniques of manufacturing silver-plated
coins", Metal Plating and Patination,
Oxford, pp. 223-246.
2.
Denario romano republicano, con leyenda EX
S C (x1,5). Tkalec 19/02/2001, 188.
3.Sólido
de Graciano acuñado en Tréveri con la marca OB (x2). Museo
de Prehistoria de Valencia.
4.
Siliqua
de Valente, acuñado en Tréveris, con leyenda PS
(x2). GNC MNAC.
5.
Unidad de Sekobirikes, de cobre, del tipo CNH
1. Siglo I a.C. ANS.
6.
Cospeles de bronce para acuñar divisores ¿octavos de Arse?
(x2). Col. Privada.
7.
Cuño de denarios romano-republicanos. NAC
7, 1-2/03/1994, 599.
8.
Recreación de un taller de acuñación. Dibujo cortesía
MARQ.
9.
Estructuras de la ceca de Roma identificadas bajo la actual iglesia de
S. Clemente, coincidentes con la planta trazada en la FormaUrbis.
Tomada de Coarelli (1994).
10.G.
B. Piranesi (1756), Le Antichità Romane...,
Roma, detalle del t. I, lám II. Se trata del fragmento de la Forma
Urbis con la leyenda MON que
probablementemuestra parte de la
planta de la ceca de Roma.
11.
Moneda híbrida, con anverso de Irippo y reverso de Osset. Viena.
12.
Decadracma de Siracusa, con firma de Euainetos en el reverso. NAC
8/10/1998, 480.
13.
Esquema de la acuñación de moneda a martillo.
14.
Fraccionaria ampuritana, con cuño de reverso fracturado (x3). L.
Villaronga, Monedes de plata emporitanes dels segles V-IV aC,
Barcelona, 1997, 263.
15.
Denario incuso acuñado por M. Antonio, en una ceca móvil,
en el 37 a.C. (x 1.5). Ayuntamiento de
Valencia.
16.
Imitación de un as del emperador Claudio I. BM.
17.
Denario romano-republicano, forrado (x1,5). Col. Privada.
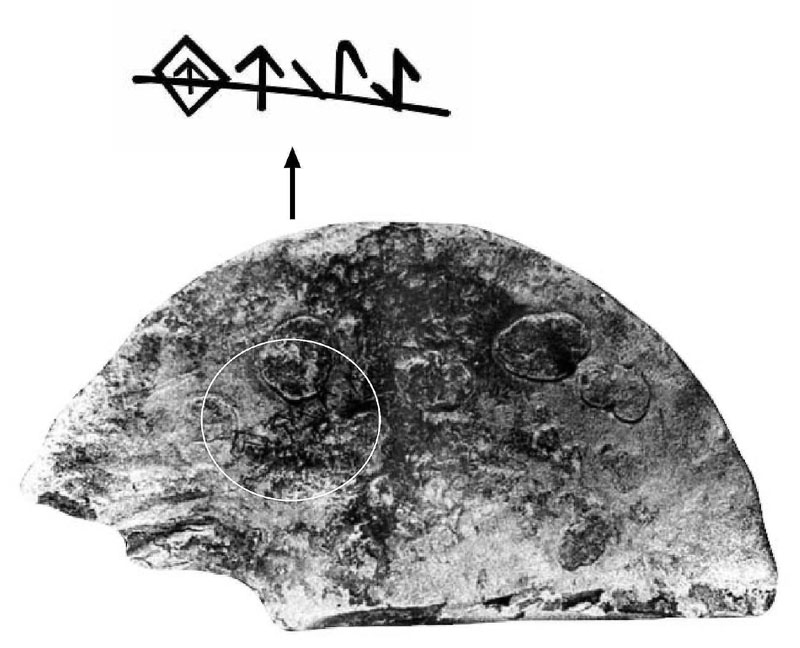{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
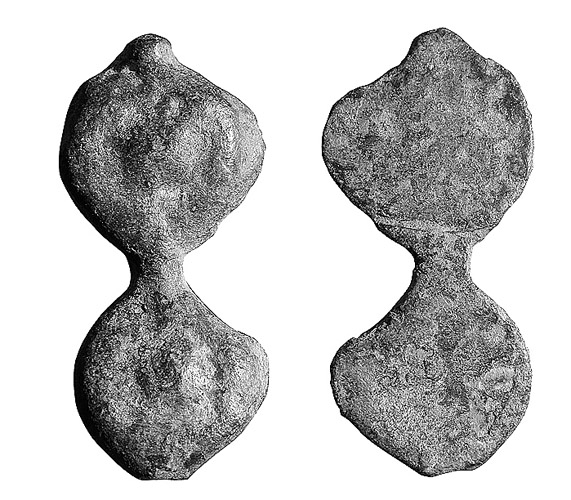{kind=link}
{kind=link}
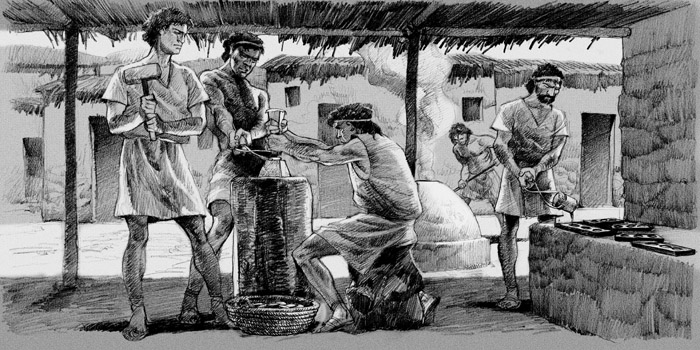{kind=link}
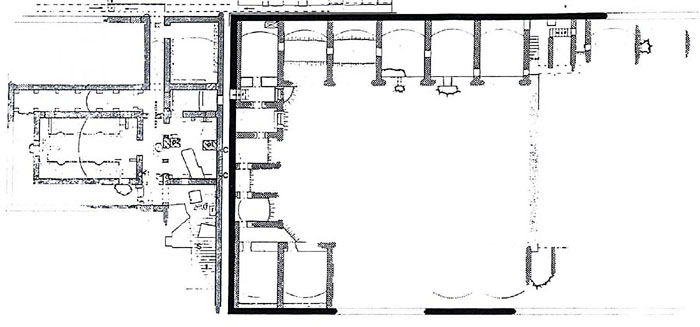{kind=link}
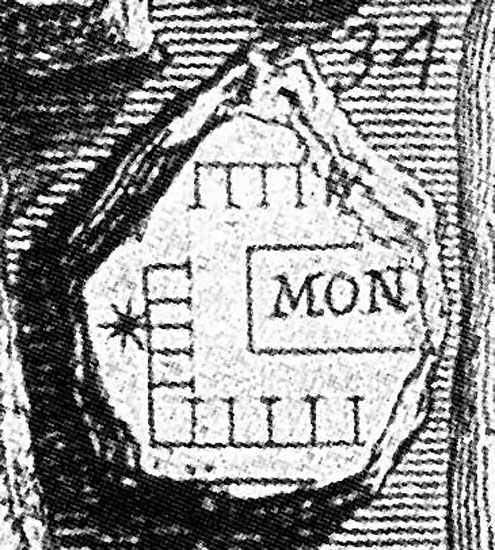{kind=link}
{kind=link}
{kind=link}
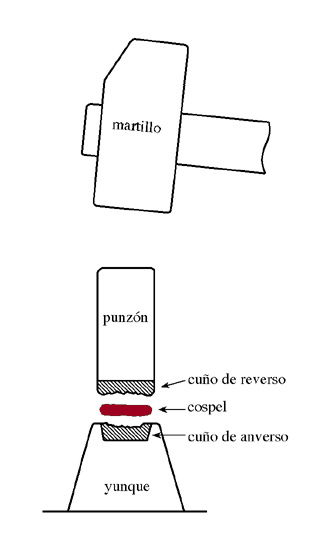{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}